 发布时间:2025-03-27
发布时间:2025-03-27
 来源:中科电气
来源:中科电气
 浏览量:2558
浏览量:2558
产品概述:
连轧板带在线电磁感应加热系统应用于精轧或粗轧前,采用电磁感应加热技术、智能变频控制技术,对板坯、板带进行整体加热或边部加热,满足轧制工艺需求温度,或解决轧制过程的角部碎边和边部裂纹问题,提升钢材的强度、韧性和耐磨性等力学性能,改善出炉成品的外观,并显著提升生产效率和综合收益。
产品类型:
基于板厚及工艺需求可选取横磁加热及纵磁加热两种产品类型。
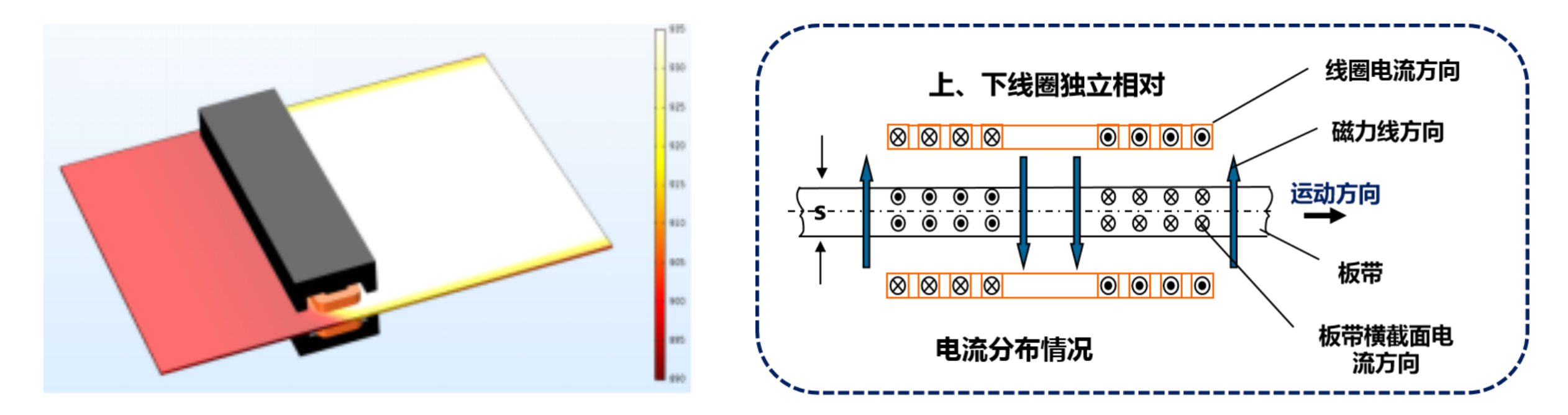
横磁加热原理图
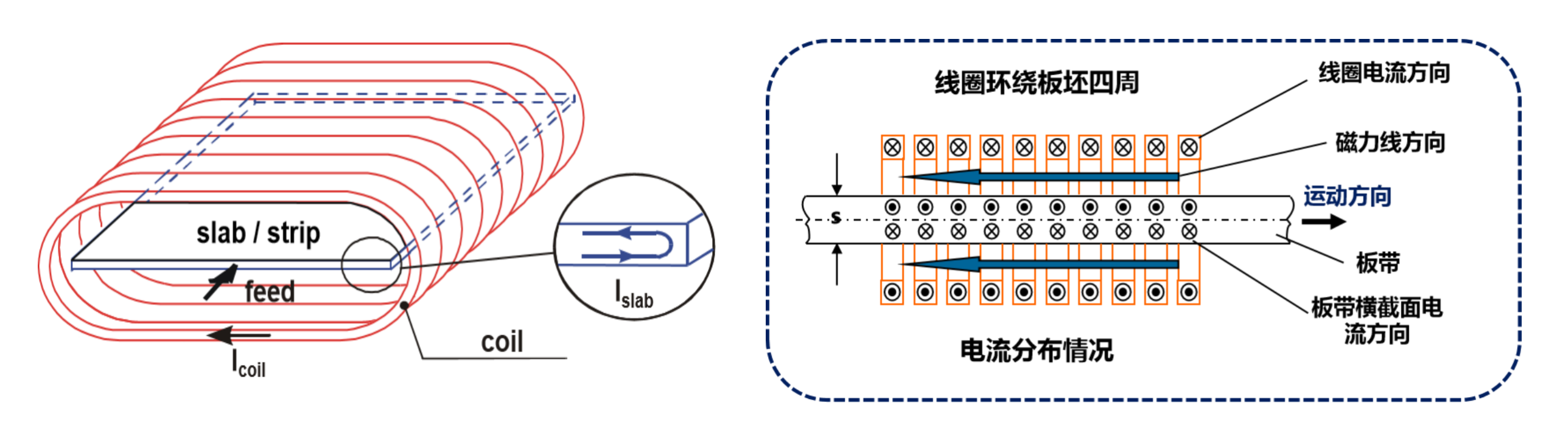
纵磁加热原理图
横磁加热及纵磁加热优劣对比如下:
表1 横磁加热及纵磁加热对比
|
类型 |
横磁加热 |
纵磁加热 |
|
加热温度区间 |
常温~1300℃,全温度范围 |
常温~750℃:导磁板带(如碳钢、硅钢、合金钢等)
常温~1300℃:厚度>10mm的不导磁板带(如30系不锈钢、800℃以上的钢带等) |
|
设备频率 |
200Hz~1200Hz |
薄带加热:10kHz~100kHz
厚板加热:200Hz~1200Hz |
|
适用板厚 |
≤50mm |
厚度≤10mm:需导磁材料
厚度>10mm:导磁不导磁皆可 |
|
加热效果 |
可整体加热,边部温度稍高,也可仅边部加热 |
整体加热 |
|
钢种 |
不限 |
不限 |
产品应用范围:
◆适用钢种——碳钢、不锈钢、合金钢、硅钢及有色金属等;
◆适用尺寸——厚度:0.1mm~300mm,宽度:500mm~2000mm;
◆温升能力——常温~1300℃任意范围内的加热和补热;
产品特点:
◆热均匀性——精准控制板带温度均匀性在±20℃以内,保证轧制质量;
◆加热高效——60%~80%的能量转化率,能大幅降低吨钢电耗,提高利润;
◆智能集成——高度自动化控制,自动调节功率匹配温升,无缝对接生产线。
◆仿真设计——采用专业的电磁-温度仿真软件进行电气设计指导,计算结果与设备使用实际误差<3%;
◆加热实验——设备出厂前还原现场工况,搭设加热实验平台,缩短现场调试周期;
横磁加热应用案例:
ESP—无头轧制技术
◆日照某厂
在拉速1.02m/s的生产条件下,成功实现9-20mm厚、1219-1600mm宽薄板板带一次通过,其单台温升能力:25℃~30℃,满足短流程生产要求。适用于超低碳钢、低碳钢、中碳钢、高碳钢、低合金高强钢、IF钢、双相钢、管线钢等宽薄板带,为国内首个将感应加热设备投入ESP产线项目。

日照某厂
横磁加热应用案例:
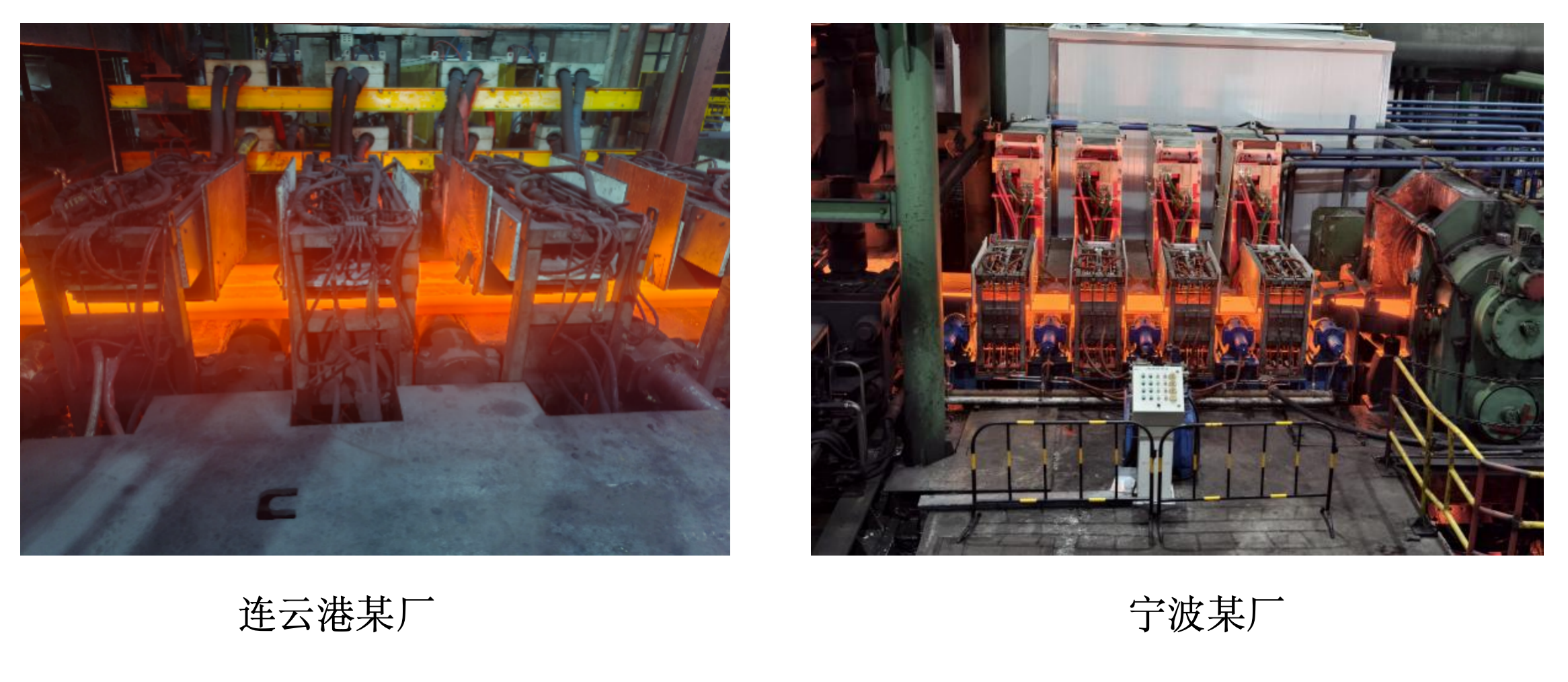
◆连云港某厂
在拉速0.6m/s~0.8m/s的生产条件下,成功实现48mm厚、610mm宽不锈钢板带一次通过边部升温30℃~50℃,显著改善边部温度低轧制后的碎裂问题,提升5%~8%的实际产能。适用于201不锈钢、 1Cr13、 3Cr13、 5Cr13马氏体不锈钢(耐热耐腐蚀不锈钢、高强度)、普碳钢(Q235)等板材,为国内首个板带电磁感应加热成功验收项目,并持续长期使用。
◆宁波某厂
在拉速0.6m/s~0.8m/s的生产条件下,成功实现35mm厚、730mm宽不锈钢板带一次通过边部升温40℃~70℃,显著改善边部温度低轧制后的碎裂问题,提升7%~10%的实际产能。在第一代产品的基础上进一步突破板坯宽度和加热效率,成功实现700mm以上宽板一次通过升温60℃以上工程项目的落地。
轧制效果:
◆未使用感应加热
钢带的边部由于温度下降更快,导致轧制后出现明显的碎裂和断边,钢厂通常需要将每一卷钢带进行额外的切边处理,不仅降低了7%~10%的产量,还会耗费大量的人工和额外的机械费用。
◆使用感应加热后
碎裂和断边不再存在,钢卷出炉后外形严丝合缝,成品质量改善优异,尤其以不锈钢等特种钢材的改善最为明显。
表2 未横磁加热及横磁加热对比
应用
未使用横磁感应加热
使用用横磁感应加热后
轧制效果
出现明显碎裂和断边,整体质量较差
钢卷外形紧密,无碎裂断边,成品质量大幅度提升,以特种钢材改善最为明显
轧制效果图
边板情况





碎裂切边工艺
纵磁加热应用:
◆带钢连续镀锌
镀锌线连续热处理采用纵磁加热快速将带钢由任意温度加热到镀锌工艺温度,一般为460℃左右,后浸入锌锅进行镀锌工艺处理。

纵磁加热在镀锌线平台布置示意
◆厚板坯在线补热
厚板坯在传送过程中发生温降,不满足轧制工艺需求温度,在轧制前增加感应加热工艺使板坯快速升温至目标温度。







Online message
0730-8688899

